




























Měření s TGS: Preciznost v každém detailu



Zatímco venku padají teplotní rekordy, na olympiádě ty sportovní a zahrádkáři zase poměřují velikost úrod, my měříme úplně jiné veličiny. A to nejen v oddělení metrologie. Přečtěte si, co všechno umíme změřit a proč se vyplatí měřit nebo nechat změřit stroje či výrobky i vám.
Pro precizní broušení a kvalitu procesu výroby
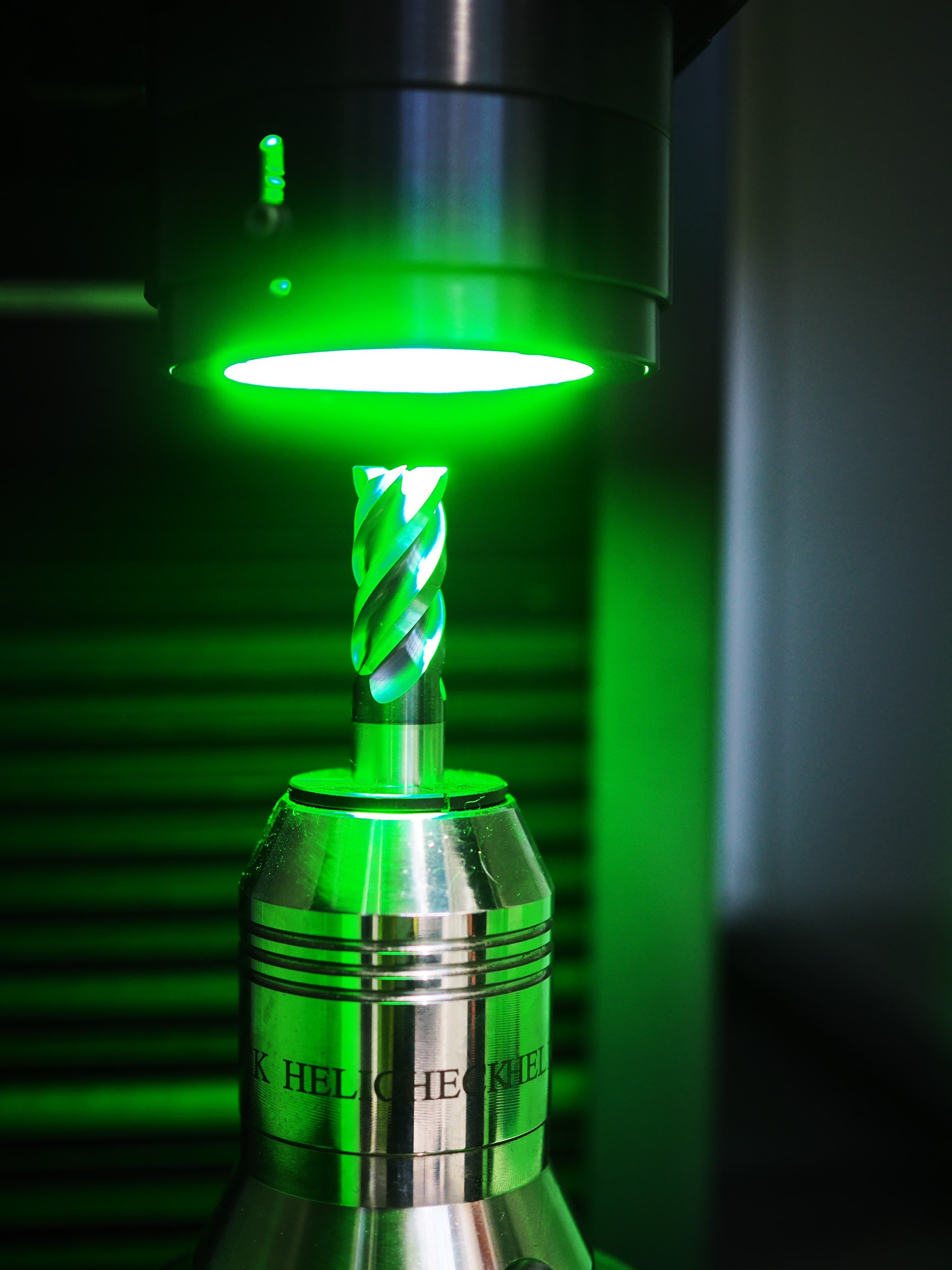
Základním vybavením naší nástrojárny jsou kotouče pro nástrojové brusky. Aby byl úběr materiálu při broušení efektivní a broušený povrch a rozměry na nástroji precizní, je třeba vybrat správný typ kotouče a zároveň ho přeměřit. Na zaměření používáme optický měřící CNC přístroj Walter Helicheck. Ten umožňuje měřit pomocí tří kamer s přesností 1,5 μm při opakovaném měření a zaručuje kvalitu procesu výroby. Waltera využíváme i pro kontrolu geometrie našich nástrojů.

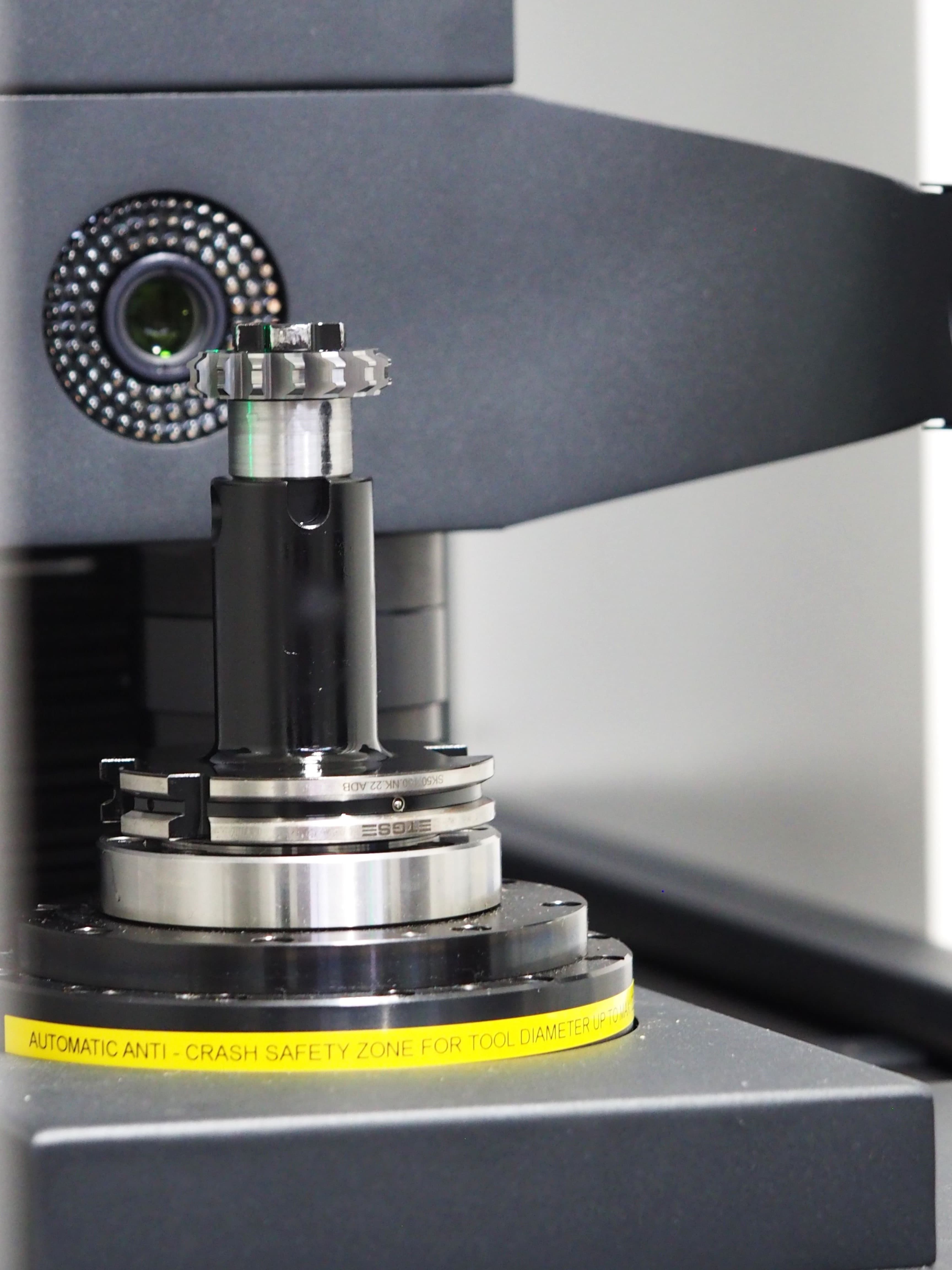
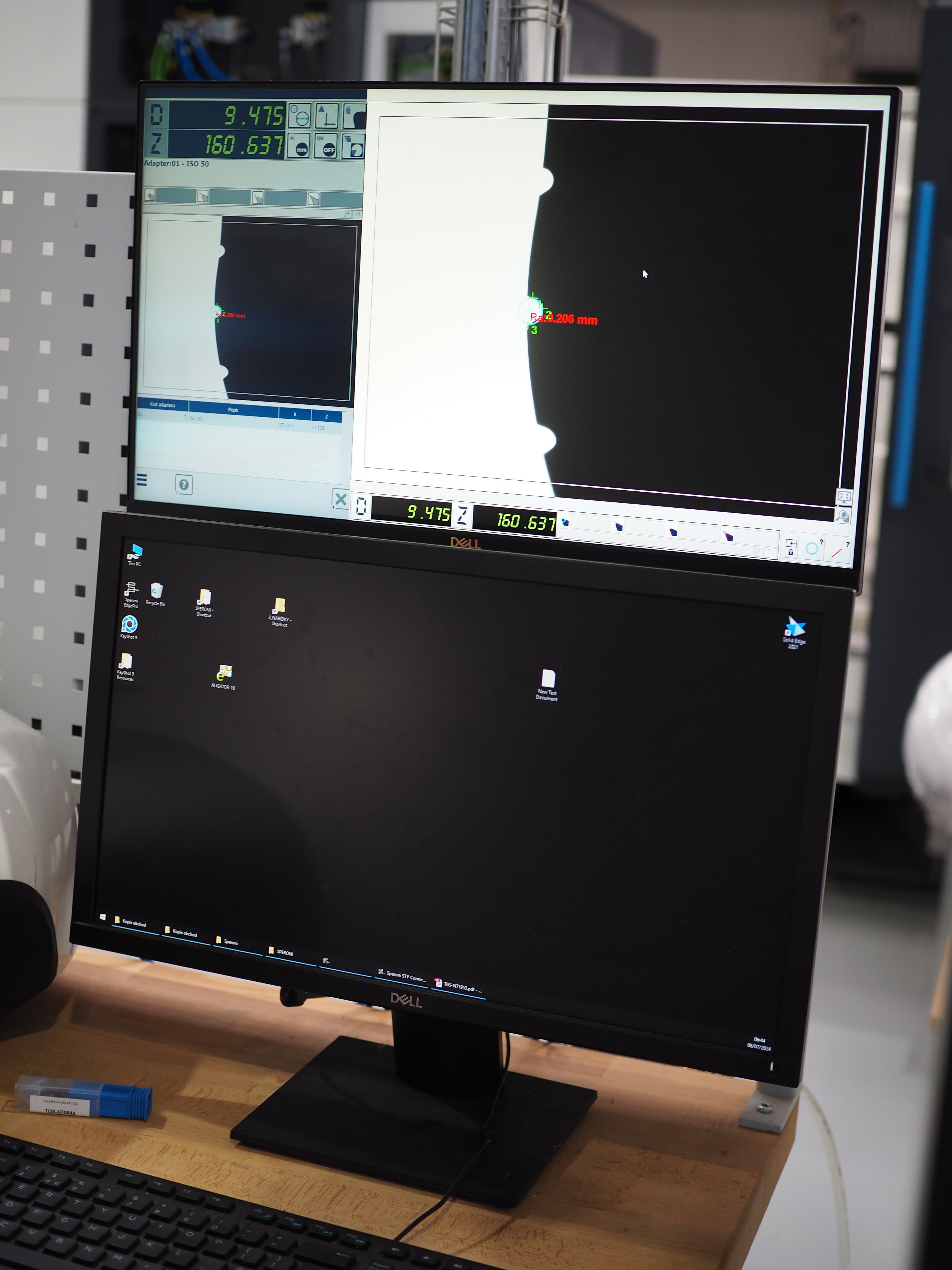
Pro velmi rychlé měření používáme přístroj Speroni Magis 400. Projde jím každý nástroj, u kterého není potřeba měřit například úhly čela nebo průměr jádra. K najetí referenčních bodů jednotlivých os je však naprosto dostačující a funguje velmi jednoduše.
Proč tohle vše děláme? Petr Šrachta, vedoucí Nástrojárny v TGS má jasno: „Kontrola kvality je mocný nástroj v boji proti konkurenci, jejichž produkty se s každou výrobní dávkou liší. Pokud budeme opakovaně dodávat zákazníkovi nástroje v té nejlepší kvalitě, máme zbraň, jak proti nim můžeme obstát.“


Inspekce při prototypování
Při měření fréz z naší prototypové výroby naskočí na scénu zcela jiný přístroj: Zoller smarTcheck 600. „Snažíme se dosáhnout obvodového a čelního házení do určité přesnosti, sledujeme průměr nástroje dle výkresové dokumentace a změřené údaje máme poté k dispozici na protokolu. Díky správné optimalizaci nástroje můžeme ovlivnit delší životnost samotného nástroje,“ upřesňuje Lukáš Pojer, který se stará o naše plátkové nástroje.



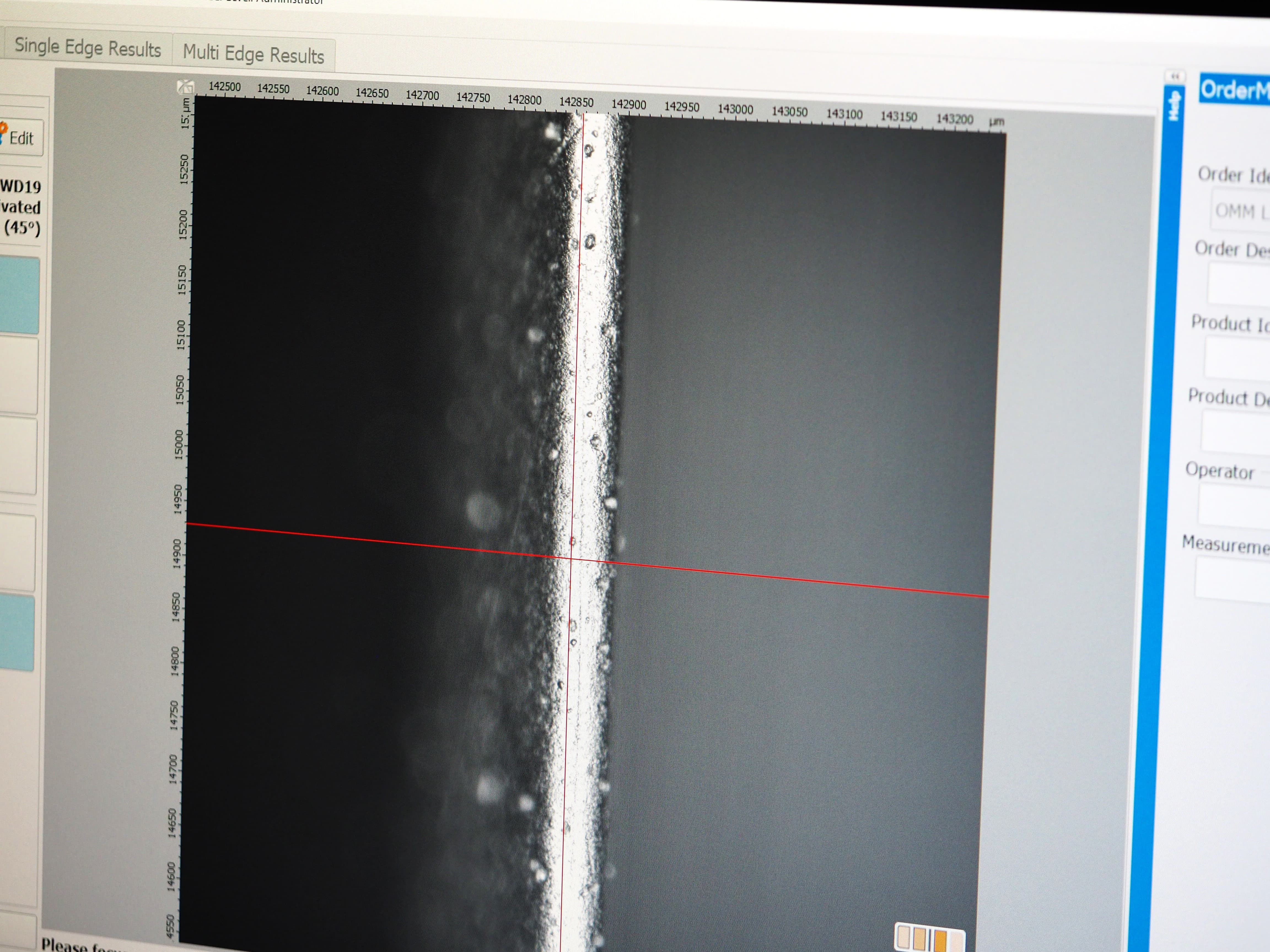
Vyladění detailů nových nástrojů díky mikroskopu
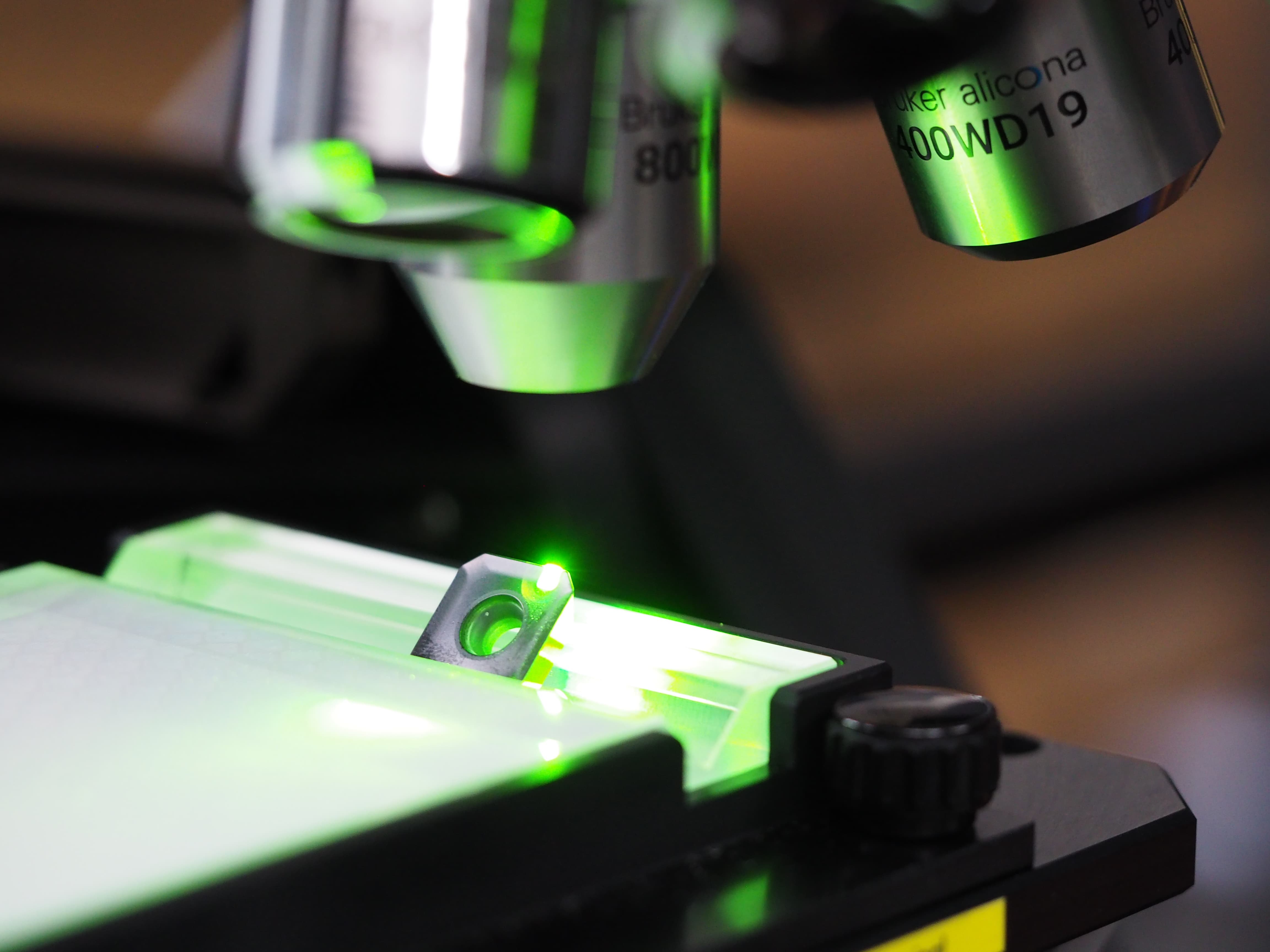
Pro vývoj a kontrolu našich vyráběných nástrojů jsme investovali do optického mikroskopu Alicona InfiniteFocus G6, na kterém lze odhalit i ty nejmenší detaily na nástrojích. Dokáže měřit tvar a drsnost nejen ve 2D, ale také ve 3D a na špatně přístupných místech, jakými jsou zkosení nebo rádius. „Na našich nových nástrojích sledujeme například defekty na břitu, ze kterých se potencionálně může vyvinout trhlina, která způsobí dřívější vyštípnutí nebo vydrolení břitu, které má dopad na zkrácení trvanlivosti břitu. Touto kontrolou můžeme předcházet těmto stavům a hranu zaoblit nebo vyhladit povrch. Pro tuto úpravu povrchu, která vede ke zvýšení odolnosti řezné hrany nástroje, používáme omílání,“ popisuje Petr Šrachta, který vyvíjí naše monolitní nástroje.

Kromě mikroskopu využíváme také tvrdoměr, drsnoměr nebo spektometr.
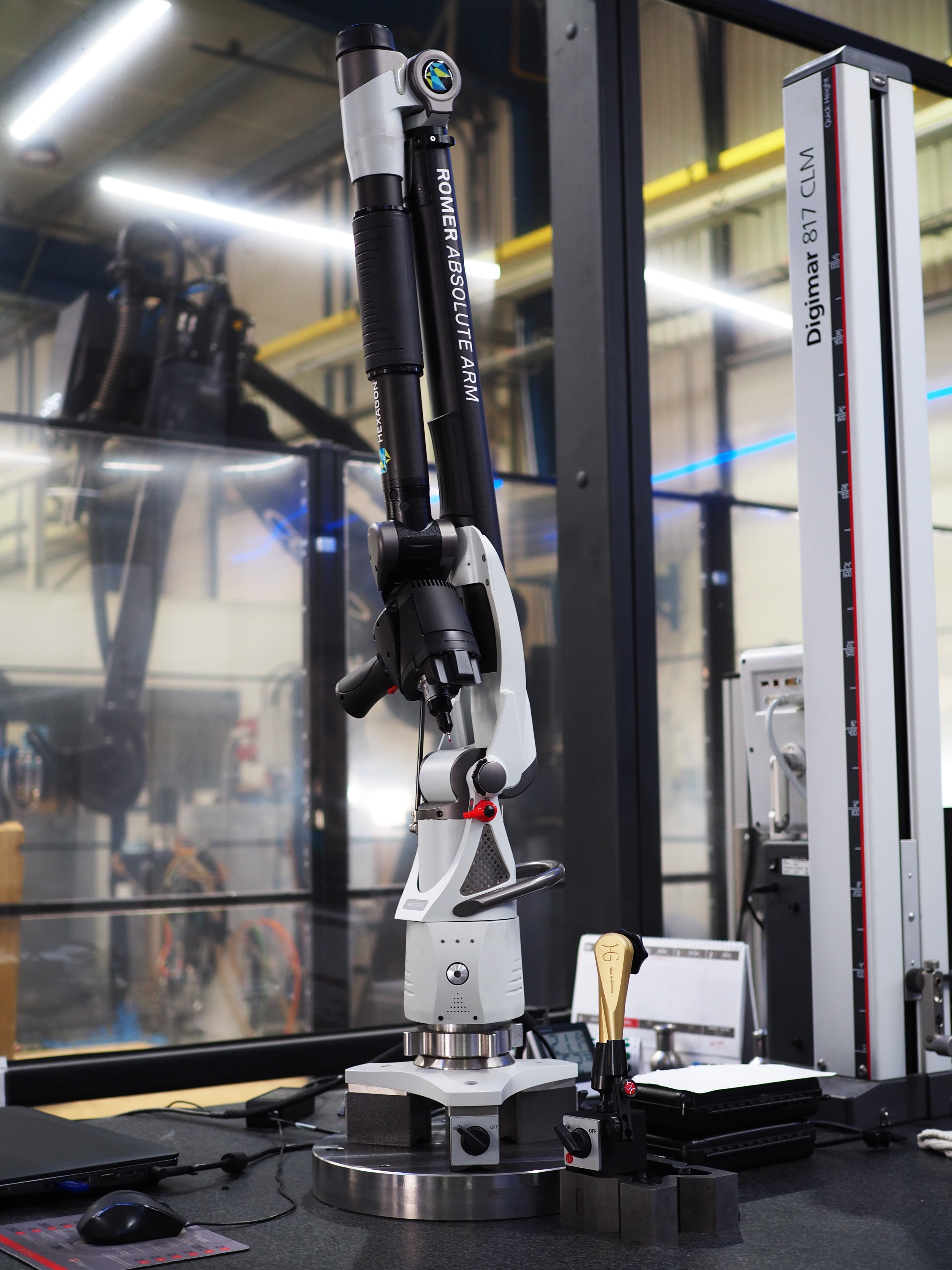
Měření a skenování v jednom
Metrolog Martin Kratochvíl nedělá při dílenské metrologii ramena, ale s ramenem. Pro měření a skenování dílů využívá 3D měřící přístroj Romer Absolute Arm. „Rameno má integrovaný laserový skener a dotykovou sondu. Skener využíváme pro tvarové plochy a skenování neznámých tvarů pro následné převedení do modelu. Sonda je vhodná pro klasické geometrické tvary, např. plochy, otvory atd. V extrémně krátkém čase tak můžeme s vysokou přesností měřit nebo skenovat. Pro kusovou výrobu naprosto ideální,“ popisuje.
Pro sériovou výrobu je díky CNC řízení vhodnější měřící centrum ZEISS ACCURA. Portálové zařízení má aktivní snímací hlavu, která je vhodná pro přesné snímání geometrických tvarů. „Díky možnosti výběrů různých typů sond, kotoučových snímačů pro měření zápichů, dlouhých sond pro měření hlubokých otvorů a dalších, které máme k dispozici, jsme schopni provádět různé typy úloh s vysokou přesností měření. Největší výhodou je automatizovaný proces měření. Měřené výsledky jsme schopni porovnat s CAD modelem a vám tak vystavit graficky přehledný protokol.“


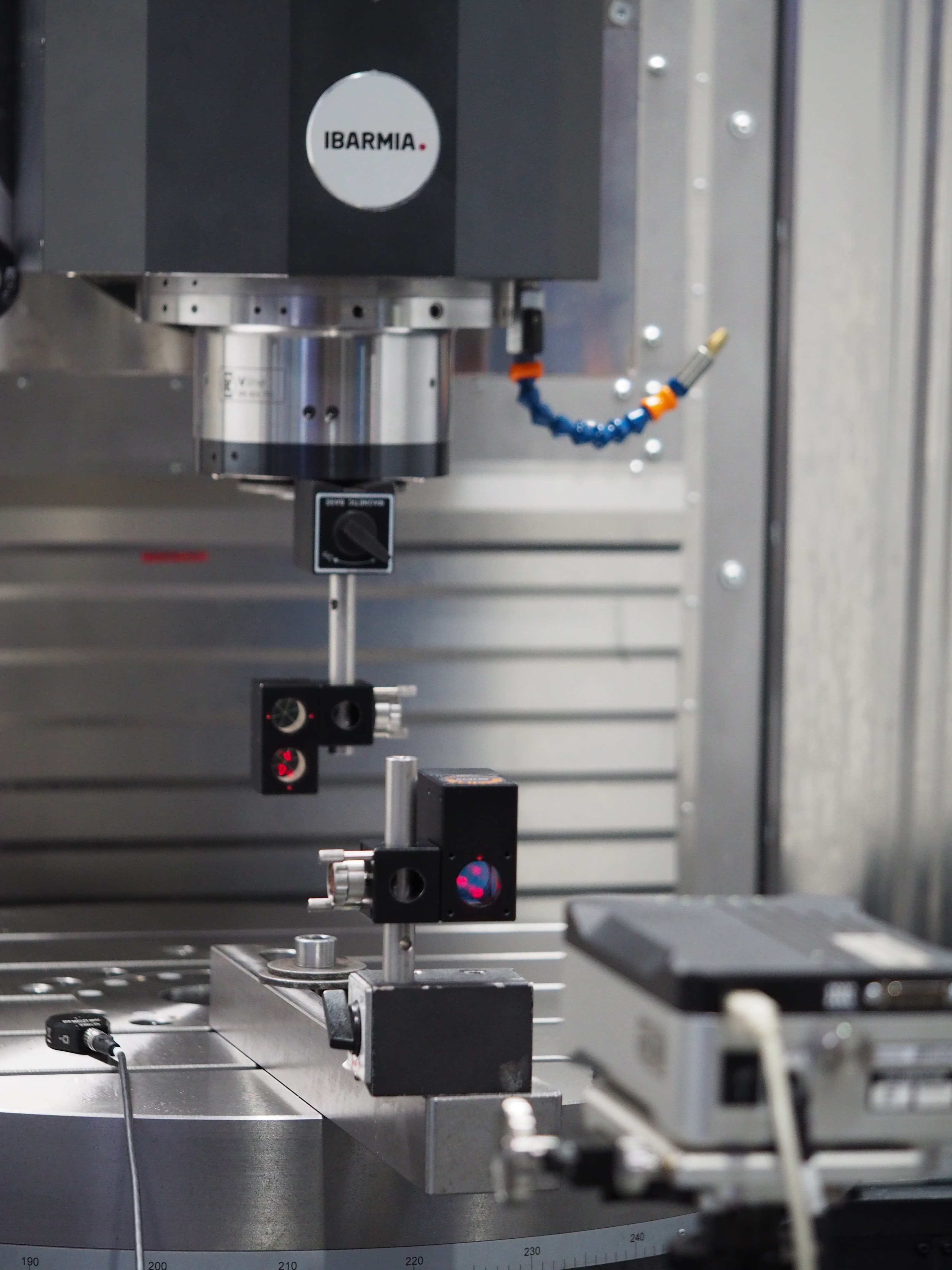
Měření strojů podle ISO
Nástroje nejsou naší jedinou doménou. Měříme samozřejmě i stroje, a to podle metod popsaných v ISO 230-1. Naši servisní technici si oblíbili Renishaw XL-80, Ballbar QC20 a Renishaw XR20. Uváděné přístroje slouží k měření obráběcích strojů, konkrétně přístroj Ballbar k měření kruhové interpolace v daných rovinách tedy ověření, zda stroj při frézování děr nedělá oválný tvar, ale kruhový. Je schopen udělat i rychlou analýzu kolmosti, chybu odměřování nebo chybu nastavení pohonů os stroje.
Laserový systém Renishaw XL-80 společně s kalibrátorem rotačních os Renishaw XR20 poskytují vysoce přesnou a opakovatelnou kalibraci souřadnicových stolů, obráběcích strojů a přípravků. Výstupy měření zpracováváme v programu Carto, ve kterém nastavíme kritéria měření a následně vidíme data z laseru.

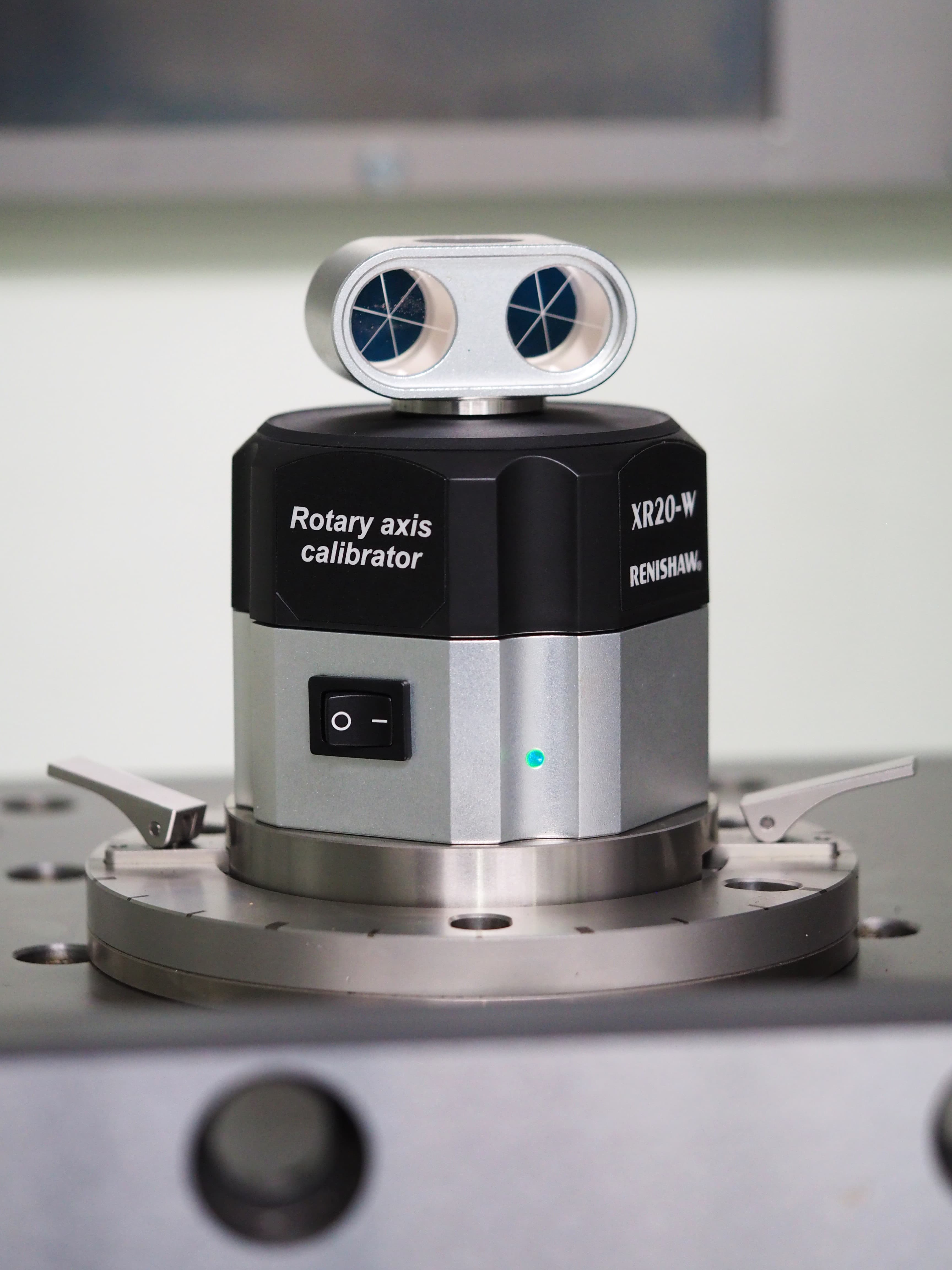
„Na strojích během používání dochází vlivem opotřebení a změn okolních podmínek ke geometrickým odchylkám a k odchylkám přesnosti polohování, které negativně ovlivňují přesnost stroje a výsledných výrobků. Proto je vhodné minimálně jednou ročně stroj změřit a zjistit aktuální stav geometrie,“ radí náš zkušený servisní technik strojů, Patrik Jung.
Pravidelné měření strojů vám zajistí, že vyrábíte kvalitně a efektivně a nevzniká zbytečně moc zmetků. Možná je právě teď v létě ten pravý čas zkontrolovat stroje před náporem na konci roku. Nebo naopak využijete naše služby při prověrce vyráběných dílů? Ozvěte se a domluvte si měření ještě dnes.
 Katalog
Katalog